Figure 1.
Leaks in San Onofre Unit 3 and Unit 2:
On February 18, 2011, operators restarted the Unit 3 pressurized water reactor (PWR) at the San Onofre nuclear plant in southern California following its sixteenth refueling outage. During the outage, workers replaced both of the reactor’s steam generators, which are large cylindrical containers that are partially filled with water.
In PWRs as shown in Figure 1 (where only one of two steam generators is shown due to space limitations), water flowing through the reactor core is heated to over 500 degrees fahrenheit. But pressure of nearly 2,200 pounds per square inch prevents it from boiling. Instead, the hot water flows from the reactor vessel through U-shaped tubes within the water in the steam generators, heating it and causing it to boil. The steam that is created drives the turbine/generator, producing electricity.
Having given its heat to create steam in the steam generator, the water in the U-shaped tubes returns to the reactor vessel to be heated again. Figure 2 shows this flow pathway.
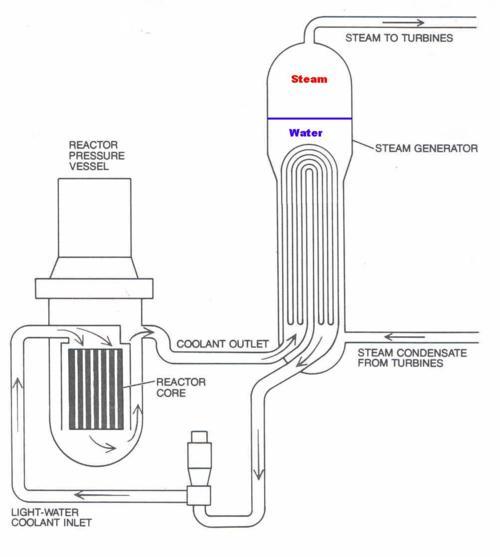
Figure 2.
At 3:05 pm on January 31, 2012 – less than a year later – radiation alarms alerted the control room operators that water was leaking through one or more of the tubes in one of the steam generators on Unit 3. They estimated the leak rate to be 82 gallons per day. The operators began reducing the reactor’s power level at 4:30 pm and completed its shut down at 5:31 pm.
Workers began inspecting the steam generator tubes looking for leaking tubes. Because each steam generator contains nearly 9,300 tubes, they had plenty of candidates. They send a probe inside each tube to look for indications of flaws. Different inspection methods are available. One applies a low voltage across the metal tube wall looking for electrical current irregularities caused by flaws and cracks. Other inspection methods are similar to sonar and ground-penetrating radar technologies.
On March 13, workers began pressure testing 129 tubes that showed evidence of flaws to see if they actually had leaks. They pressurized each tube to more than three times the normal pressure. At such high pressure, even a very small crack through the tube’s wall results in observable leakage. The NRC was informed on March 14 that three leaking tubes had been found. As pressure testing continued, workers found a handful of additional leaking tubes.
The NRC dispatched a team of inspectors to the site to examine what was causing the tube problems to both ensure that they were adequately corrected at San Onofre and that applicable lessons, if any, were applied at other U.S. nuclear power plants.
Meanwhile, the Unit 2 reactor at San Onofre was already shut down for its scheduled refueling outage. Operators had restarted the Unit 2 reactor in April 2010 following its sixteenth refueling outage during which both of its steam generators had been replaced. Workers inspecting the steam generator tubes during the 2012 refueling outage did not report finding any leaking tubes, but they did identify an unusually high number of degraded tubes. In other words, both of the reactors at San Onofre were experiencing problems with tubes in steam generators that were recently replaced.
The cause of the leaking tubes in the Unit 3 steam generators and the reasons for higher than normal degradation of tubes in the Unit 2 steam generators at San Onofre have not been announced. The level of problems with the tubes at these reactors is definitely unusual. But their presence is not entirely unexpected, as discussed below – it’s been demonstrated time and again as the bathtub curve of failure rates over time.
Aging Problems with San Onofre’s Original Steam Generators:
The Unit 2 and 3 reactors at San Onofre where originally equipped with steam generators manufactured by the Combustion Engineering company. Each of these four steam generators (two per reactor) had 9,350 tubes of mill-annealed Alloy 600 metal. Each tube was 0.75 inches in diameter and had a wall thickness of 0.048 inches.
The steam generators were intended to last the entire 40-year operating license period of the reactors. But several unexpected degradation mechanisms waylaid that intention. Foreign objects (rust particles and debris left inside piping and components during maintenance) were carried by water into the steam generators where they broke through tube walls. In addition, the flowing water caused tubes to vibrate against supports and braces within the steam generators, which wore holes through tube walls. And impurities in the water resulted in stress-corrosion cracking of the tubes.
During each refueling outage, workers inspected at least a sampling of the steam generator tubes. When they found degradation that reduced a tube wall’s thickness to less than 56% of its original thickness, workers had to plug it. Metal plugs were wedged into both ends of the degraded tubes to remove them from service and stop the flow of water through them. In later years, sleeving – inserting a thin protective shield inside degraded tubes allowing them to remain unplugged and in service – was used on Unit 2. The sleeving option was not used on Unit 3 because its steam generators had fewer plugged tubes, and thus had less need to avoid plugging additional tubes.
Because the steam generators each had over nine thousand tubes, some could be plugged without significantly reducing the water flow and heat transfer between the reactor core and the steam generators. But plugged tubes resulted in higher flow rates through the unplugged tubes, increasing their degradation from wear and tear.
The increasing number of plugged tubes made it clear to San Onofre’s owners that the original steam generators would not last as long as the reactors. They made plans to replace them with steam generators manufactured by Mitsubishi Heavy Industries. The replacement steam generators featured tubes made from thermally treated Alloy 690 metal. This material is more resistant to the degradation mechanisms affecting the original tubes, particularly by stress corrosion cracking.
Inspections of the original steam generators before their replacement identified 14-15 percent of the tubes plugged on Unit 2 and 7-8 percent of the tubes plugged on Unit 3.
The decision to replace the original steam generators was based largely on their aging degradation. As products get older, they typically experience increasing failure rates due to embrittlement, rusting, corrosion, and other aging mechanisms.
Break-in Problems with San Onofre’s New Steam Generators:
The problems encountered with the new replacement steam generators reflect the heightened failure rates associated with the break-in phase of product life. Material imperfections, assembly errors, and other factors typically cause new products to show relatively high failure rates.
This situation with the old and new steam generators is explained by what is called the bathtub curve due to its shape (see Figure 3). San Onofre’s owner opted to replace aging steam generators that were heading toward, if not already in, the wear-out portion of the curve on the right side of the bathtub curve. Their goal was to avoid the increasing failure rates associated with that region.
Figure 3.
The owner sought to avoid the heightened failure rates associated with the left side of the bathtub curve associated by breaking-in new components by purchasing replacements with Alloy 690 material, which is more resistant to leaks. This might lower the bathtub curve, but not flatten it. Factors not dependent on material type – such as foreign objects and assembly problems – still cause high failure rates during the break-in phase. But while the failure rates of the original steam generators were increasing as time went by, the failure rates of the replacement steam generators would be decreasing as time passed – at least for years before the wear-out phase was reached.
The reality of the bathtub curve reinforces the importance of the safety measures that protected workers and the public on January 31 and will protect them in the future. The amount of allowable leakage through steam generator tubes is very tightly controlled. Even a very small leak rate can be detected. That detection triggered the prompt shut down of the reactor to look for the leaking tube(s) and search for other degraded tubes. The leak limit is not lowered when aging steam generators are replaced. It is not lowered when replacement steam generators transition out of the break-in phase and enter the lower failure rate period of their lifetimes. The leak limit remains fixed to protect workers and the public from the foreseen and unforeseen.
Steam generator tube integrity is doubly important. A leaking tube allows reactor cooling water to leak out. A leaking tube also provides a pathway for radioactivity to get out of the thick concrete containment walls. Steam lines vent directly to the atmosphere through relief valves, as does radioactive gas collected in the condenser beneath the turbine. Thus, leaking steam generator tubes can challenge adequate cooling of the reactor core and then provide the means for radioactivity released from a damaged core to reach the environment.
Conclusion:
The team of inspectors sent by the NRC to San Onofre should verify that the causes of the steam generator tube problems at San Onofre Unit 2 and 3 are identified. It’s entirely possible that the cause(s) of the problems on Unit 2 are different from the cause(s) on Unit 3.
Whatever they causes are, it’s essential that they be determined. Identifying the causes allows the problems to be defined. Defining the problem enables proper solutions to be applied, both at San Onofre and at any other U.S. pressurized water reactors that may have similar steam generator tube vulnerabilities.